プリプレグ
樹脂と硬化剤の最適な組み合わせにより、お客様のニーズに合ったプリプレグを製造いたします。
- 試作から量産まで幅広く対応
- 立ち合いOK
経験豊富なスペシャリストがお手伝いいたします。

- 技術顧問 浅野 幸雄
- 信州大学工学部卒
- 複合材料開発歴50年
- 新潟工科大学 非常勤講師、JAXA 客員研究員 歴任
- 著書『すぐに活用できるCFRPの成形技術』(CMI)
<採用例>
 風力発電装置
風力発電装置 医療機器
医療機器 音響設備
音響設備 スポーツ・レジャー用品
スポーツ・レジャー用品

主な取扱繊維一覧
カーボン繊維
- 軽量・高強度・高剛性であるため、スポーツ・レクリエーション用で使用されている。
- 自動車、造船、航空、宇宙関係などの分野への展開が大きく進んでいる。
- 化学的に安定しているため、過酷な環境下でも特性が長期的に安定する。
- 意匠性が良いため、外観重視で装飾用に使用されることがある。
- 原料の違いにより、PAN系とピッチ系の2種類に分けられる。
- PAN系はポリアクリルニトリルを炭素化して得られる炭素繊維で、市場に流通している炭素繊維の需要の約9割を占めている。
- ピッチ系は化石燃料の副生成物(ピッチ)を炭素化して得られる炭素繊維で、PAN系よりも高弾性、高剛性、寸法安定性を得られるため、ロボットアームや人工衛星などの寸法や使用環境に対する要求が厳しい部分で使用される。
ガラス繊維
- 耐熱性・不燃性を有するため、フェノール樹脂と組み合わせて不燃用及び摩擦材用のFRPとして使用される。
- 絶縁性を有し誘導電流の発生が無いため、エポキシ樹脂と組み合わせて絶縁用のFRPとして使用される。
- 安価で劣化しにくいため、FRPでは最も広く普及している。
アラミド繊維
- 伸び・縮みが少なく、引張強度・弾力性に優れる。
- 耐熱性・耐水性・耐薬品性を有するため、塩害を受けるコンクリート構造物や温泉環境などで使用される。
- 分子構造の違いにより、パラ系とメタ系の2種類に分けられる。
- パラ系は強度に優れて耐切創性を有するため切れにくく、防弾チョッキや防刃用手袋に使用される。
- メタ系は防炎性に優れているため、防火服に使用される。また、パラ系と比較し繊維に柔軟性があるため、FRPで使用する際は複雑な形状に成形できるメリットがある。
バサルト繊維
- 強度・耐熱性・耐薬品性はガラス繊維より優れている。
- ガラス繊維と同様に絶縁性を有するため、ガラス繊維より強度が必要な絶縁部位への使用が期待できる。
- 耐アルカリ性を利用し、コンクリートやセメント用の鉄筋の代替として使用される。
- ガラス繊維と異なり廃棄の際に焼却炉内で溶融しないため、一般廃棄処理が可能。
取扱可能な熱硬化性樹脂一覧
エポキシ樹脂
- 樹脂材料と硬化剤の組み合わせにより、様々な物性を得る事が出来る。
- 工業用の接着材として幅広く利用される。
- 絶縁性を有するため、ガラス繊維と組み合わせて絶縁材料として用いられる。
- 耐腐食性、耐薬品性、耐水性、高接着性など多くの特性を有するため、幅広い分野で使用される。
取扱いグレード(ホットメルト)
| 品名 | Tg | 硬化条件 | アフターキュア |
|---|---|---|---|
| 低温硬化タイプ #1011 | 110℃ | 90℃×60min | 無し |
| 汎用タイプ #2010 | 125℃ | 125℃×60min | 無し |
| 高Tgタイプ #2011 | 140℃ | 130℃×90min | 無し |
| 耐熱タイプ #3010 | 200℃ | 160℃×60min | 180℃×120min |
※上記の表は横スクロールでご覧になれます。
取扱いグレード(ソルベント)
| 品名 | Tg | 硬化条件 | アフターキュア |
|---|---|---|---|
| 汎用タイプ EA01A | 125℃ | 125℃×60min | 無し |
※上記の表は横スクロールでご覧になれます。
フェノール樹脂
- 難燃性に優れ発煙が少ないため、火の燃え広がりを防ぐ目的で、航空機・鉄道車両の床材や壁材として使用される。
- 耐熱性を持ち高温時でも強度が落ちないため、ブレーキ周りの部品や砥石などの摩擦材として使用される。
- 安価であるため、大量生産の場合にこの樹脂が選定される傾向がある。
取扱いグレード(ホットメルト)
| 品名 | Tg | 硬化条件 | アフターキュア |
|---|---|---|---|
| 極難燃タイプ | 125℃ | 140℃×60min | 150℃×120min |
※上記の表は横スクロールでご覧になれます。
ビニルエステル
- 硬化が早く、作業性や成形時間の短縮に優れる。
- 常温で長期保存が可能。
- 耐薬品性の幅広さ(耐酸性、耐アルカリ性、耐溶剤性)に優れる。
取扱いグレード(ソルベント)
| 品名 | Tg | 硬化条件 | アフターキュア |
|---|---|---|---|
| 汎用タイプ VA01A | 100℃ | 150℃×2min | 無し |
※上記の表は横スクロールでご覧になれます。
BTレジン
- 分子内にイミド環をもつため、ポリイミド樹脂の一種に分類される。
- 低誘電特性や耐マイグレーション性などの電気特性を有するため、プリント基板等のエレクトロニクス分野で広く利用される。
- 高耐熱で高摩耗性を有するため、摩擦材としての使用も期待できる。
取扱いグレード(ソルベント)
| 品名 | Tg | 硬化条件 | アフターキュア |
|---|---|---|---|
| 標準タイプ | 250℃ | 170℃×60min | 180℃×120min |
※上記の表は横スクロールでご覧になれます。
シアネートエステル
- 高耐熱性、耐高エネルギー性、耐放射線性を有するため、原子炉周辺や宇宙航空向け材料としての使用が期待される。
- 靭性は熱硬化性樹脂の中でも特に高い。
- 開発段階の樹脂であり高価なため、この樹脂のFRPは市場にほとんど出回っていない。
取扱いグレード(ホットメルト)
| 品名 | Tg | 硬化条件 | アフターキュア |
|---|---|---|---|
| 標準タイプ #4010 | 300℃ | 160℃×120min | 1回目200℃×120min 2回目230℃×120min |
※上記の表は横スクロールでご覧になれます。
製法
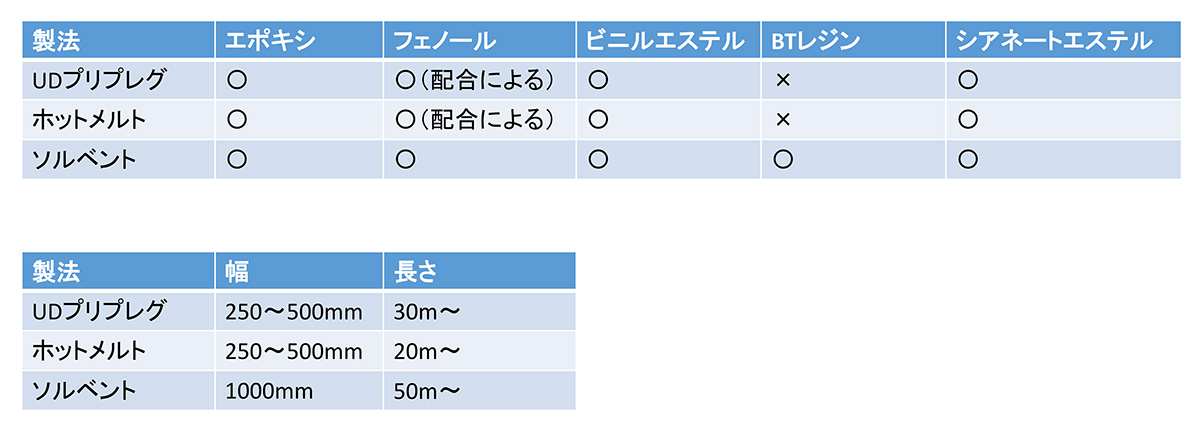
- UDプリプレグ
-
- ナイフコーターによる樹脂フィルム塗工機、熱ロールを付属したラミネーターを使用し生産を行う。
- 樹脂フィルムに1方向の繊維をラミネートし、開繊させて一体化させる。
- 幅250~500mm、長さ30mから対応可能。
- 使用する繊維は撚りが掛かっていないことが前提となる。また、繊維が細い場合は合糸して使用する。
- 樹脂は無溶剤タイプで、80℃程度で軟化する樹脂配合で生産する。
- 生産可能な樹脂はエポキシ、フェノール、ビニルエステル、シアネートエステル。
- 樹脂フィルム単体でも販売可能。
- ホットメルトタイプ
-
- 樹脂フィルム塗工機とラミネーターを使用し生産。
- 樹脂フィルムとクロスをラミネートする。
- 樹脂の使用量が少量で済むため、高価な樹脂材料でも樹脂フィルム化ができれば価格を抑える事が可能。
- 生産可能な樹脂はエポキシ、フェノール、ビニルエステル、シアネートエステル。
- 幅250~500mm、長さ20mから対応可能。
- ハンドサンプル
(ソルベントタイプ) -
- 小型のバットで含浸加工させるため、小片サイズを少量でオーダー可能。
- ソルベント(溶剤タイプ)で製作するため、フェノキシ樹脂等の高分子タイプの樹脂や熱可塑性樹脂を添加した樹脂配合で作製が可能。また、液状のフェノール樹脂やイミド樹脂等の樹脂フィルム化できない樹脂でプリプレグを作製可能。
- 幅広く樹脂を選定可能。
- 最大で300mm×300mmまで対応可能。必要に応じて小型のプレス機で同サイズの成形板及び積層版をラボレベルで作製可能。
- 量産となった場合は幅1000mm、長さ50mから対応可能。
